
Handicam: Optical registration for Handibot?
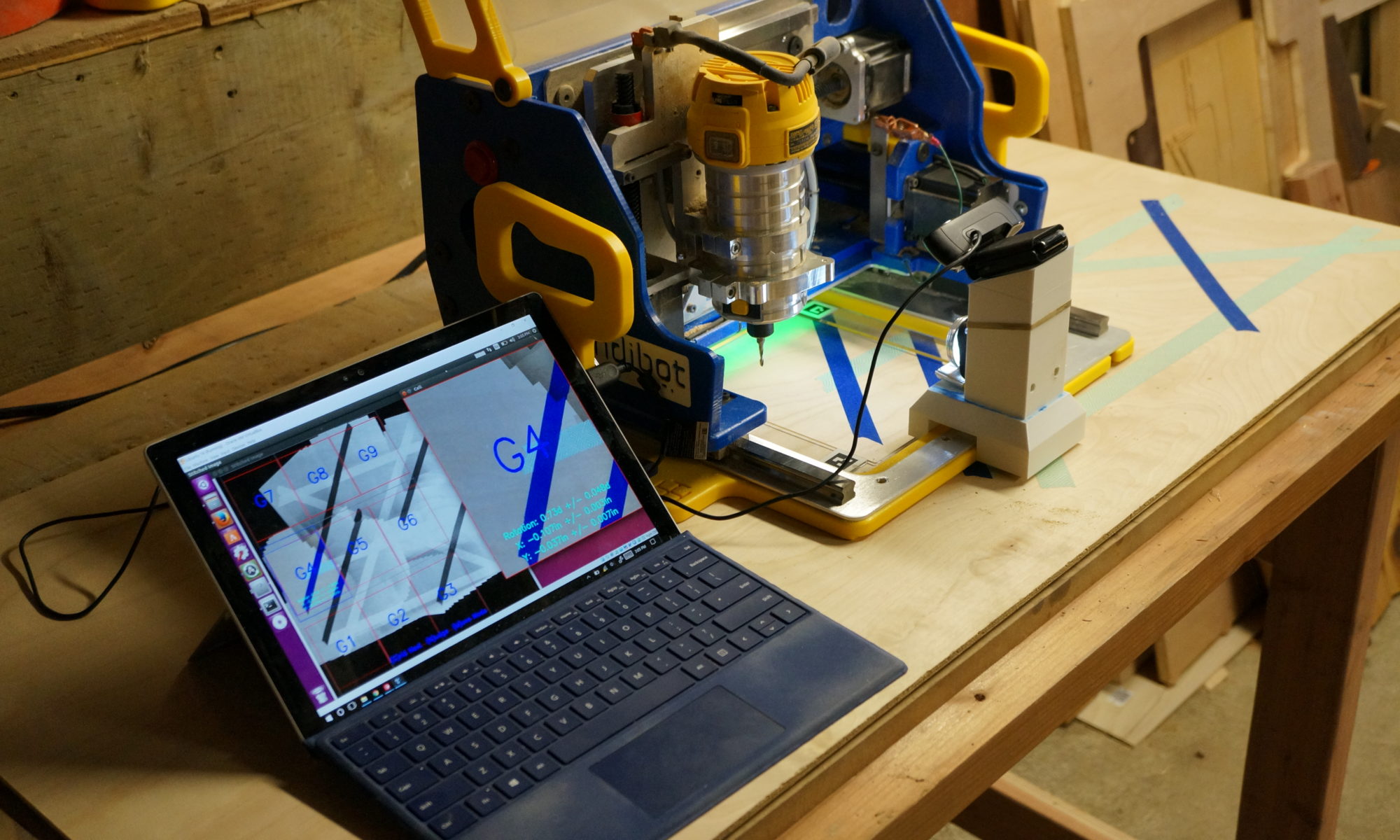
Background I use a Handibot for CNC woodwork. If you aren’t familiar, Handibot is a portable CNC router that you place on top of your workpiece to make pre-programmed cuts. It can cut the same designs and perform most of the same tasks as a full sized CNC machine, but compared to full-size CNC machines, …
Continue reading “Handicam: Optical registration for Handibot?”