Parametric Coral Tubes, Concrete Wall Sculpture

Build process: Modeling. Build process: Silicone molds. Build process: Concrete. Build process: Mounting and framing.

A project journal.
Build process: Modeling. Build process: Silicone molds. Build process: Concrete. Build process: Mounting and framing.

Macro photo printed as a large format bitmap made up of 3d boxes in PLA Plastic, printed with Makerbot Replicator 2. Size: 6.5 feet X 2 feet. Each “pixel” is a 3 dimensional box that tapers into a quadrilateral opening. The corners of the quadrilateral are determined by sampling the grayscale intensity of a grid …
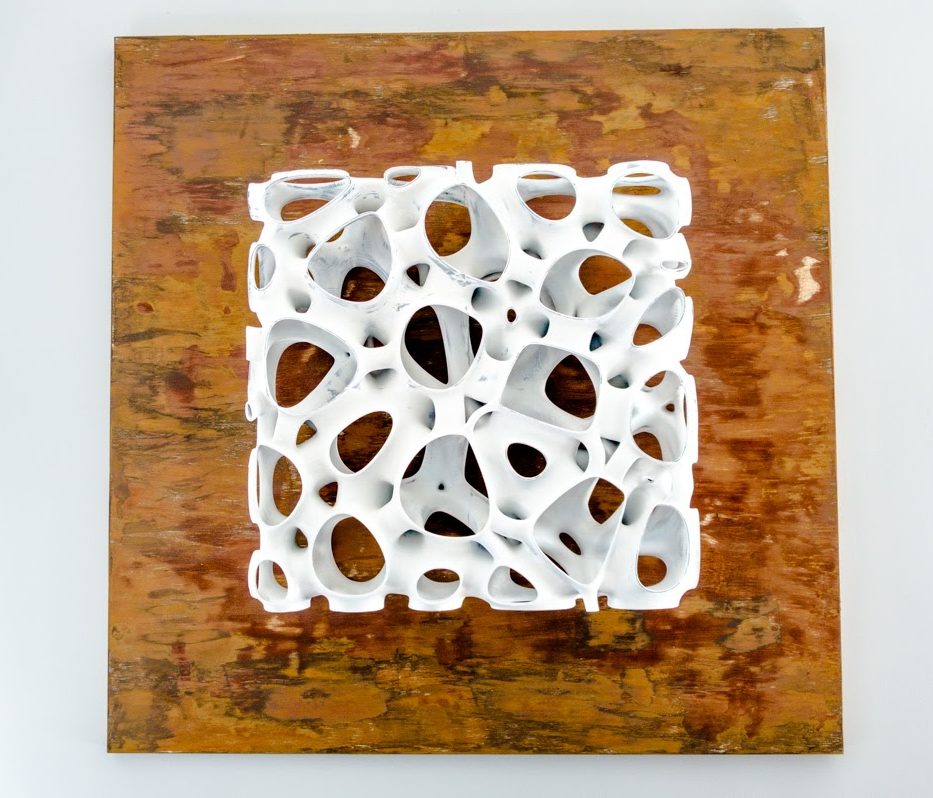
Medium: PLA Plastic, printed on Makerbot Replicator 2 in 8 parts. Modeled in Rhino3d with Grasshopper. Size of the veronoi part is 20″x20″. This was a super-challenging project to do with an FDM 3d printer, due to the large number of overhangs and small cavities. Each part took 10+ hours to print, but perhaps even …